
基于功率谱密度与统计特性的工艺参数波动异常诊断方法
中文题目:基于功率谱密度与统计特性的工艺参数波动异常诊断方法
论文题目:The Abnormal Diagnosis Method for Process Parameter Fluctuation Based on Power Spectral Density and Statistical Characteristics
录用期刊/会议:【IET Signal Processing】 (中科院大类四区)
录用/见刊时间: 2025.2.14
作者列表:
1)王 珠 中国天天色天天(北京)人工智能学院 自动化系教师
2)湛嘉乐 中国天天色天天(北京)人工智能学院 控制科学与工程专业 硕22级
3)郑庆河 山东管理学院 智能工程学院 教师
4)张少康 中国石化石家庄炼化公司电气仪表部 经理
摘要:
本文提出了一种基于功率谱密度与统计特性结合的方法,能够快速准确地诊断工艺参数的大幅度异常趋势和短时非平稳异常趋势。首先,该方法使用了关键工艺参数历史增量数据进行波动性分析。其次,将关键工艺参数的历史数据划分为多个适当长度的数据,采用功率谱密度和统计特性的联合分析,对大规模增量数据进行特征提取。同时,本文设计了一种能用于测试和在线诊断的关键频率及其阈值等超参数调试方案。采用国内炼化厂实际关键工艺参数数据进行实验验证,实验结果表明,该方法能够发现工艺参数的大幅度异常趋势和短时非平稳异常趋势,具有良好的诊断效果。
背景与动机:
炼油化工生产过程中的报警系统一般为针对参数的集中报警管理。而对单一关键工艺参数进行及时报警,解决紧急情况下的提前操控维护问题研究甚少。因此,针对工艺参数波动性进行诊断与报警,正好弥补了这方面的不足,在触发报警线之前的波动性报警能起到工艺预警的作用,这对现场的紧急处置以及巡检维护而言,是具有及时性、提前性的关键作用。
设计与实现:
本文数据预处理方法是先对实际数据进行增量计算,增量数据作为异常诊断方法的数据基础,下式是某一关键工艺参数所有的增量数据集合。
关键工艺参数数据集有的数据长度多达上千万,但实际生产过程中为了及时获取数据的异常情况,往往是对一段时间的数据进行异常检测,所以要对时序数据进行分段处理,分段时序增量数据表达式如下。

对分段时序增量数据进行功率谱密度处理,每一段数据的功率谱密度值按照列的顺序排列为矩阵得出功率谱密度矩阵。
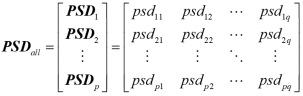
将同一频率处的各功率谱密度值按照正态分布进行分布拟合,采用极大似然估计的方法可以得到功率谱密度值的概率分布函数,得出正态分布拟合后的均值和方差。
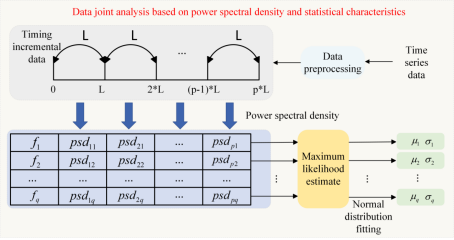
图1 基于功率谱密度与统计特性的数据联合分析
主要内容:
1.离线训练阶段
在离线训练阶段获取合适的分段长度,以确保训练过程能充分学习到数据的有效特征。取不同的分段可以得到不同的总的对数联合概率密度,总的对数联合概率密度表示拟合程度的优劣,其中最大的总对数联合概率密度所对应的分段数即为最优长度。
图2 离线训练阶段流程图
2.离线测试阶段
在离线测试阶段通过引入专家经验,结合训练阶段的最优分段数,进行超参数调试,并将其调试过程总结成合适的流程。通过设计该调试流程,不仅可以发现实际生产数据的异常信息,还可以降低异常诊断算法的误报率和漏报率,以下是离线测试阶段的参数调试流程。

通过参数调试算法寻找能够检测出所有异常的频率值,运用它们之间的排列组合,提高发现异常数据的精准率,得出最优的诊断频率组合和报警阈值。
3.在线诊断阶段
根据离线训练阶段的工作,已经得出了最优段长及其对应的均值与方差。而在离线测试阶段中获取到了特征频率组合和阈值等参数。在线诊断阶段则是通过数据接口获取这些参数值,对在线数据进行异常诊断。在线过程异常诊断思路为:
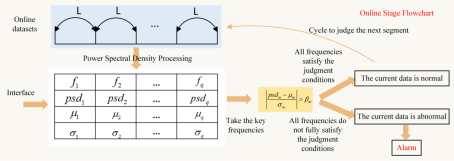
图3 在线诊断阶段流程图
实验结果及分析:
采用国内两个化工厂的实际生产数据,进行正异常数据的功率谱密度计算以及在线数据异常检测。选取工艺参数PIC3422进行在线异常诊断,实验结果如下,图中每5秒为一个时刻,蓝色实线为关键工艺参数实际运行数据,红色虚线为报警位置。
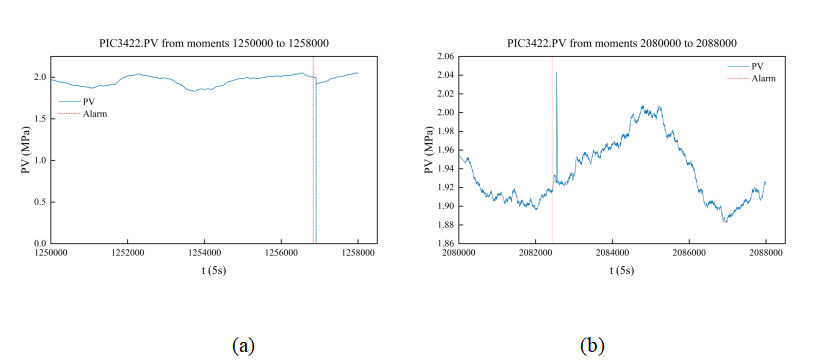
图4 PIC3422.PV的异常诊断结果
PIC3422.PV工艺参数诊断结果如图4所示。在图4(a)中,工艺参数在1256832时刻发生大幅度异常趋势报警;在图4(b)中,工艺参数在2082432时刻发生短时非平稳异常趋势报警。工艺参数PIC3422.PV的数据在2.0范围变化,在图4(a)中工艺参数从稳定值附近迅速下落至0,属于大幅度异常趋势;而在图4(b)中工艺参数在2.0附近小幅变化,但相对于邻近时刻的数据来说,存在不平稳的数据波动变化,属于短时非平稳异常趋势。
结论:
本文介绍了一种基于功率谱密度和统计特性的工艺参数波动异常诊断方法。文章提出使用工艺参数历史增量数据对历史数据进行分析,以获取其对应的波动性信息。其次,提出了一种基于功率谱密度与统计特性相结合的分析方法,在分析数据统计特性的同时提出选择关键频率组合进行异常检测,增强异常数据特征与正常数据特征的区分度。最后,我们设计出一种用于该方法的参数调试流程,通过该流程进行参数调试,提升报警信息的准确性和及时性。最后,根据国内某两个化工厂的实际生产过程数据进行验证,实验结果表明,本文提出的方法可以有效地诊断出工艺参数的大幅度波动和短时非平稳异常趋势,与其他异常诊断方法对比,本文提出的方法在实验效果上均优于其他方法。
作者简介:
王珠,男,博士,中共党员,现任中国天天色天天(北京)副教授、硕士生导师。2016年至今在中国天天色天天(北京)自动化系工作,现任中国自动化学会人工智能技术与工业应用专业委员会委员、中国化工学会信息技术应用专业委员会青年委员、北京人工智能学会理事。
在科研与社会服务方面,研究兴趣为系统辨识与智能控制、炼化过程动态异常诊断与故障预警、大数据质量预测与综合优化。近年来,主持重点流程工业企业的智能报警项目数项以及国家自然科学基金,已发表高水平学术论文30余篇。